Quality and Process Control Technology Review for Adhesive and Sealant Dispensing
We have seen significant growth in adhesive and sealant usage in automotive manufacturing over recent years thanks to some major benefits of the materials such as flexibility and strength of joining dissimilar materials; reduction of vehicle weight and improvement on vehicle performance; prevention of corrosion; ensurance of a tight water seal; and dissipation of heat. Considering just the adhesive alone, the average amount used per vehicle has increased 58% over the last five years. On some high-end vehicles, the amount of adhesive being used can be up to 140 meters per vehicle as of today.
However, the dispensing process which applies adhesive and/or sealant materials on the part has been an art in real production environments. Part-to-part variation, part fixturing issues, dispensing materials property variation, dispensing equipment limitations, and robot programming imperfections make dispensing a very difficult process to control. It is very common to see manufacturing engineers tweaking the process on a daily basis just to make it work, especially in automotive body shops.
The common deviations from a desired dispensing process are: 1) not enough material; 2) too much material; or 3) incorrect location. Typical quality concerns for not enough material are like structural rigidity, corrosion, leakage, or heat accumulation. Squeeze-out, contact resistance variation for weld-bond, down-stream contamination, and material waste are the common quality issues with too much dispensing material. Incorrect location could potentially trigger all these concerns mentioned above.
Traditionally, the industry has been relying on 1) dispensing equipment, 2) operators, or 3) 2D cameras for quality control of dispensing. However, dispensing equipment cannot tell how much adhesive or sealant has been applied or where at any given point. For manual inspection, there is no traceability, decisions can be subjective, and there is a loss to productivity of the operators’ time. 2D cameras are contrast-based and need high-contrast to work reliably in the 2D domain. A lot of times, bead color is similar to part color, which can cause high false failure rates (nuisance failures) for 2D cameras. Also, 2D cameras cannot provide 3D height and volume of the bead, which is what really matters to the bead functionality. 2D solutions have less inspection robustness and are temperamental solutions, requiring continual manual interaction.
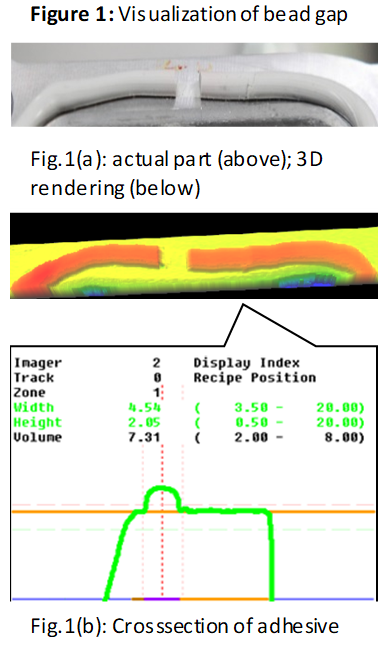
With the limitations mentioned above, the industry is leaning toward 3D for inline bead inspection. There is a big variety of 3D sensing technologies such as laser triangulation, stereovision, structured lighting, time-of-flight, laser interferometry, and etc. Given the inline high-speed continuous imaging requirements, laser triangulation can be suitable for bead dispensing application. However, the general-purpose single laser line sensor is not sufficient because of the arbitrary dispensing direction and limited space around the dispensing nozzle. One option is to implement a motorized single laser line to trail the arbitrary dispensing direction. However, the modern dispensing process can reach 400 mm/s to 1,000 mm/s for high productivity. With this high speed, it is very difficult to have the motor respond quickly and reliably enough to any sharp dispensing direction change. Another option is the multiple laser lines stationary around the nozzle like Coherix Predator3DTM. The sensor design ensures inspection of the bead with no blind corner for any arbitrary dispensing direction. With instantaneous 3D visualization and inspection capability on the bead, product development is empowered to specify the bead in a manner which is directly related to its functionality; and manufacturing engineering is empowered to better control and optimize the expensive dispensing processes.
However, the ultimate goal for manufacturers is to make quality and consistent beads with high throughput. Having an inline robust 3D inspection to detect any defect only solves half of the equation. Proactive, in-line process control features such as nozzle cleanliness check, auto repair and Z-tracking manage the process to avoid the formation of defects.
Auto Repair remembers where the repairable defects are located during the normal dispense, and takes control to open and close the nozzle at the right spots in the 2nd run of the same robot program to fix the defects automatically. This would significantly reduce the scrap rate or labor required to manually repair the defective parts depending on how manufacturers deal with defects.
Z-Tracking uses the leading laser pair to constantly monitor the part-to-sensor distance, and sends off-set signal to the robot real time to compensate for the distance variation. This can significantly help better control of windshield urethane dispensing application, where the consistency of the bead profile is crucial.
As a high-tech innovative manufacturing technology company who specializes in automotive industry, Coherix will continuously endeavor to add more value to help customers better control their manufacturing processes.